Металлизатор УЭМ 500 - ТЛ кабеля 3 п.м.

- Тип - Электродуговой;
- Вес - 250 кг;
- Страна производитель - Россия;

Принцип работы установки основан на подаче двух электропроводных проволок, оплавляющихся в электрической дуге и, распыляющихся подведённым сжатым воздухом. Нанесённое покрытие образуется из-за удара расплавленных частиц и затвердеванию образовавшихся пластинок на защищаемом изделии.
Нанесение покрытий производится различными типами проволок диаметром 1,6-2,0 мм на поверхность, предварительно подготовленную абразивоструйной обработкой.
Так как структура покрытия является пористой, для его долговечности в большинстве случаев требуется дополнительная пропитка лакокрасочным материалом. Установка позволяет наносить антикоррозионные, восстановительные, упрочняющие, износостойкие и другие покрытия. Покрытия имеют толщину 80-200 мкм. При необходимости толщину наносимого покрытия можно увеличить.
Производство работ может проходить как в условиях строительной площадки, так и в специально оборудованных камерах (боксах).
Климатическое исполнение установки « У3.1 », по ГОСТ 15150 и ГОСТ 15543, но для работы при значении температуры окружающей среды от 263° К (-10° С) до 313° К (+40°С).
Технические характеристики
| № | Наименование параметра | Ед. изм. | Величина |
| 1 | Мощность | КВт | 21- 40 |
| 2 | Рабочее напряжение | В | 16 - 40 |
| 3 | Пределы регулирования тока | А | 65 - 500 |
| 4 | Производительность | кг/ч | Алюминий - 9 Цинк – 30 Бронза – 19 Молибден – 8 Нихром - 16 Сталь - 14 |
| 5 | Длина пакета шлангов и кабелей от пульта управления до пистолета - металлизатора | м | 3 |
| 6 | Длина комплекта кабелей от источника питания до пульта управления | м | Не более 40 |
| 7 | Скорость подачи | м/мин | 3...9 |
| 8 | Мощность двигателя | Вт | 131 |
| 9 | Рабочее давление сжатого воздуха | Мпа (кгс/см2) | 0,5-0,8(5-8) |
| 10 | Наибольший расход сжатого воздуха | м3/ч | 90 |
| 11 | Масса | кг | Блок управления — 36; Пистолет с пакетом кабелей и шлангов — 8; ВДУ-506С - 230 |
Устройство установки УЭМ-500 ТЛ
Установка представляет собой модульную систему, в которую входит:
· мобильный источник тока мощностью до 500А с жёсткой характеристикой;
·пульт управления источником тока с размоточным устройством, электромеханическим устройством подачи проволоки и блоком подготовки воздуха;
·пистолет (металлизатор),
·пакет кабелей и шлангов.
Отдельно вынесенный пульт управления с размоточным устройством, блоком подготовки воздуха позволяет производить работы на расстоянии более 30 м от источника тока, имея напряжение на пистолете (металлизаторе) 20-40 V. Это особенно актуально при проведении работ в резервуарах, конструкция которых и техника безопасности не позволяет разместить в них источник тока.
Нанесение антикоррозионных покрытий в условиях работы на строительной площадке также более простое, экономичное и производительное, чем, например, установками газопламенного напыления.
Мы поставляем полный комплект, не требующий каких-либо дополнительных принадлежностей.
Установка позволяет наносить покрытия в соответствии с ГОСТ 9.304-84, со сроком службы до 50-ти лет, что значительно сокращает затраты на эксплуатацию и ремонт различных металлоконструкций.
Устройство установки приведено на Рис.1
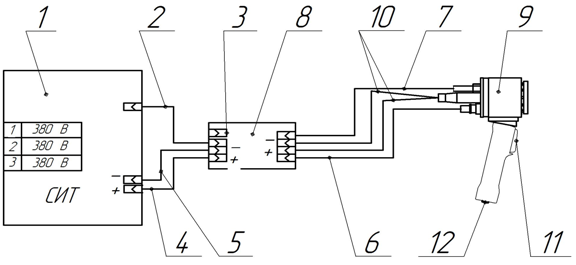
1 - сварочный источник тока ВДУ-506С
2 - кабель управления;
3 - ниппель подключения сжатого воздуха;
4 - кабель сварочный силовой «+»;
5 - кабель сварочный силовой «-»;
6 - кабель управления;
7 - шланг подачи сжатого воздуха на распыление;
8 - блок управления с подающим и размоточным устройствами;
9 – ручной электродуговой пистолет;
10 - кабель сварочный силовой;
11 – клавиша включения подачи проволоки (верхняя);
12 – кнопка подачи сжатого воздуха на распыление материала
( блокировка включения ВДУ)
Пистолет электродугового металлизатора толкающего типа
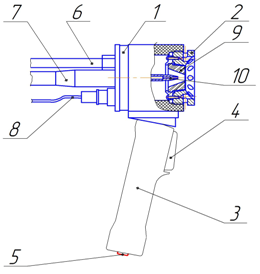
1 - корпус;
2 - сопло фокусирующее;
3 - ручка;
4 - клавиша включения подачи проволоки;
5 - кнопка подачи сжатого воздуха на распыление материала;
6 - рукав подачи воздуха на распыление;
7 - силовой кабель с каналом подачи проволоки — 2 шт.;
8 - кабель управления.
9 - вставка керамическая
10 - наконечник — 2 шт.
Пример подсчета расхода материала при нанесении покрытия
Расход цинка и меди, при использовании установки электродуговой металлизации рассчитывается по формуле:
0,01х10000х6,7х1,5, где
0,01-толщина покрытия в см;
10 000-м2 в см;
6,7 - удельный вес цинка ( для меди 8,9);
1,5-коэффициент распыления. Соответственно, расход цинка на 1 м2 составить 1005 гр=1,05 кг, а меди 1335 гр=1,3 кг.
| Наименование параметра | Ед. изм. | Величина |
| Мощность | КВт | 21-40 |
| Рабочее напряжение | V | 16-40 |
| Пределы регулирования тока | A | 40-500 |
| Мощность распыления при 100% ЕД | кг/ч | Алюминий - 9 Цинк - 30 |
| Длина пакета шлангов от пульта управления до пистолета-металлизатора | м | 3 |
| Длина пакета шлангов от источника питания до пульта управления | м | Не более 30 |
- Тип - Электродуговой;
- Вес - 250 кг;
- Страна производитель - Россия;